|
|
| ชื่อแบรนด์: | Kingrail |
| เลขรุ่น: | SSR |
| ขั้นต่ำ: | ต่อรองได้ |
| ราคา: | ต่อรองได้ |
| เวลาการส่งมอบ: | 1-30 วันทำการ |
| เงื่อนไขการจ่ายเงิน: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
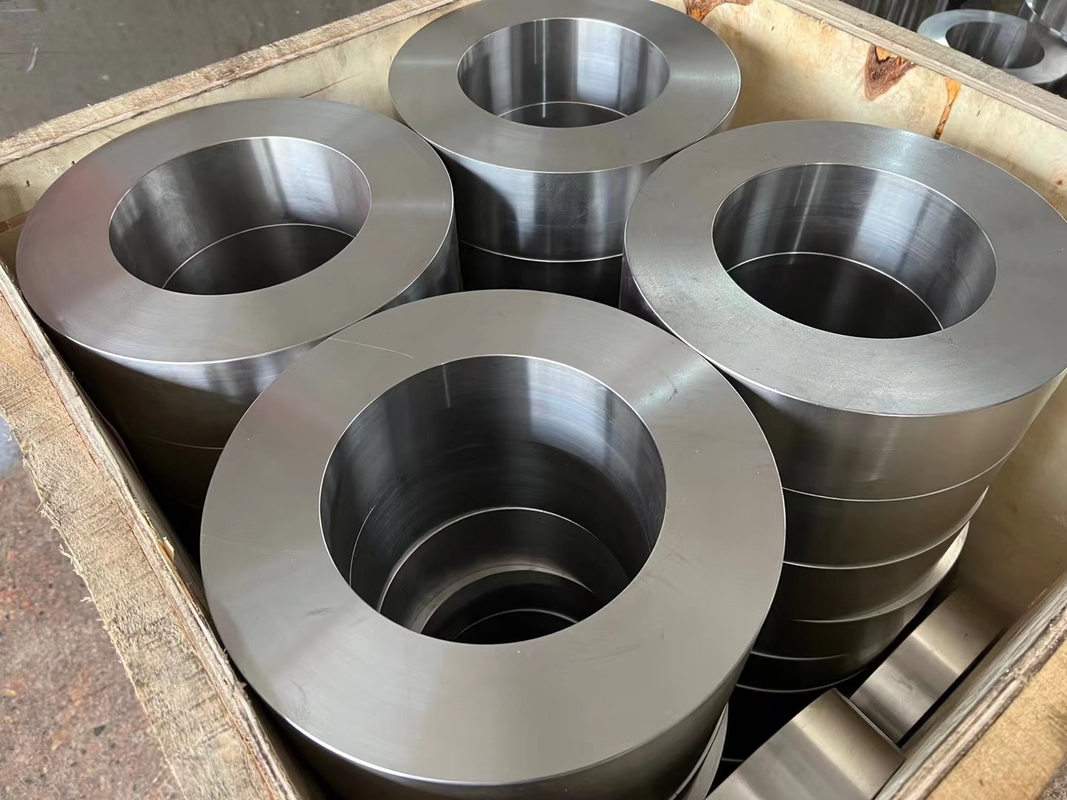
การผลิตชิ้นส่วนแหวนสแตนเลสแบบเปิดที่มีความแม่นยำในการตีขึ้นรูปสแตนเลสวงแหวนแบน
![]()
คุณสมบัติการผลิต:
ไม่มีขั้นต่ำ ยอมรับ OEM ตามคำขอของลูกค้า
อุปกรณ์ชุบแหวนหล่อประกอบด้วยถังเก็บน้ำสำหรับการตีแหวนชุบ ท่อน้ำเข้าจัดอยู่ในถังเก็บน้ำ ปลายท่อน้ำเข้าอยู่ตรงกลางของถังเก็บน้ำ และทิศทางน้ำออกของน้ำ ท่อน้ำเข้าอยู่ในแนวตั้งขึ้นและท่อน้ำเข้าถูกจัดวางในถังเก็บน้ำมีใบพัดและอุปกรณ์ขับเคลื่อนจำนวนหนึ่งสำหรับขับเคลื่อนใบพัดให้หมุนรอบถังน้ำอย่างสม่ำเสมอ และใบพัดแต่ละตัวหันไปทางส่วนกลางของถังเก็บน้ำแบบอรรถประโยชน์นี้เหมาะสำหรับการชุบแหวนที่ตีขึ้นรูป ซึ่งสามารถทำให้อุณหภูมิของเครื่องแบบกลางดับซึ่งเป็นประโยชน์ในการหลีกเลี่ยงข้อบกพร่องในการแตกร้าวและประสิทธิภาพการชุบที่ต่ำในกระบวนการชุบแข็งของการตีขึ้นรูปแหวน และปรับปรุงอัตราคุณสมบัติของผลิตภัณฑ์และประสิทธิภาพการผลิตอย่างมาก .
กระบวนการผลิตที่นำมาใช้ของการทำให้เป็นเนื้อเดียวกันของความแข็งภายในและภายนอกของการตีขึ้นรูปประกอบด้วยขั้นตอนต่อไปนี้: การชุบ: ให้ความร้อนแก่ชิ้นงานที่ 880±5°C โดยเร็วที่สุด จากนั้นจึงดำเนินการเก็บรักษาความร้อนครั้งแรกเวลาเก็บรักษาความร้อนครั้งแรกจะแปรผันตามความหนาของชิ้นงานเมื่อความหนา 1 นิ้ว เวลาในการถือคือ 0.5 ถึง 1 ชั่วโมงหลังจากช่วงเวลาการถือครองครั้งแรก จะทำน้ำเย็นเวลาถือครองครั้งที่สองเป็นสัดส่วนกับความหนาของชิ้นงานเมื่อความหนาของชิ้นงานเท่ากับ 1 นิ้ว ระยะเวลาในการยึดอยู่ที่ 1 ถึง 1.5 ชั่วโมงหลังจากเวลาจับครั้งที่สอง อุณหภูมิของชิ้นงานจะลดลงเหลือ 620±5℃ จากนั้นจึงใช้ระยะเวลาจับครั้งที่สาม, เวลาจับครั้งที่สามเป็นสัดส่วนกับความหนาของชิ้นงานเมื่อความหนาของชิ้นงานเท่ากับ 1 นิ้ว ระยะเวลาในการยึดอยู่ที่ 1 ถึง 1.5 ชั่วโมงหลังจากช่วงเวลาการถือครองครั้งที่สาม การตีขึ้นรูปได้มาจากการระบายความร้อนด้วยอากาศจนถึงอุณหภูมิห้อง
เมื่อให้ความร้อนแก่การตีขึ้นรูปขนาดใหญ่ หากอุณหภูมิการชาร์จสูงเกินไปหรือความเร็วในการทำความร้อนเร็วเกินไป ความแตกต่างของอุณหภูมิระหว่างแกนกลางกับพื้นผิวของการตีขึ้นรูปจะมีขนาดใหญ่เกินไป ส่งผลให้เกิดความเครียดและรอยแตกภายในมากเกินไปดังนั้น เมื่อให้ความร้อนแก่การตีขึ้นรูปขนาดใหญ่ เพื่อป้องกันไม่ให้อุณหภูมิของเตาเผาสูงเกินไปและความเร็วในการทำความร้อนเร็วเกินไป ควรใช้มาตรการป้องกันความร้อนโดยทั่วไป
เวิร์กช็อปของเราครอบคลุมมากกว่า 8000 ตารางเมตร ซึ่งรวมถึงเตาไฟฟ้า เครื่องตีขึ้นรูป ศูนย์เครื่องจักรกลซีเอ็นซี การอบชุบด้วยความร้อน และอุปกรณ์ทดสอบทุกชนิดด้วยสิ่งอำนวยความสะดวกและเครื่องมือขั้นสูงเหล่านี้ เราสามารถจัดหาการหล่อและการตีขึ้นรูปคุณภาพสูงให้กับลูกค้าของเรา และทำให้ผลิตภัณฑ์เป็นไปตามข้อกำหนดการตรวจสอบที่ครอบคลุมเกี่ยวกับองค์ประกอบทางเคมี สมบัติเชิงกล การทดสอบแบบไม่ทำลาย และการตรวจสอบมิติที่มีความแม่นยำสูง
การตีขึ้นรูปเกี่ยวข้องกับหลายอุตสาหกรรม เช่น เหมืองแร่ วิศวกรรม ยานยนต์ น้ำมันและก๊าซวัสดุมีเหล็กกล้าคาร์บอน โลหะผสมเหล็ก สแตนเลส ทองเหลือง และอลูมิเนียมหน่วยน้ำหนักช่วงตั้งแต่ 0.05 กก.-1500 กก.
รายการอุปกรณ์การผลิตหลักของผลิตภัณฑ์ปลอมแปลงแบบเปิดฟรีสำหรับโครงการรถยนต์และเครน
| เลขที่ | อุปกรณ์ | พิมพ์ | จำนวน | สถานะ | บันทึก |
| 1 | เครื่องกลึงแนวตั้ง | VTC6070 | 36 | ทำงาน | จบเวิร์คช็อป |
| 2 | VMC | AVL-860 | 3 | ทำงาน | จบเวิร์คช็อป |
| 3 | VMC | VMC850B | 14 | ทำงาน | จบเวิร์คช็อป |
| 4 | เครื่องมัลติฟังก์ชั่น | HTC2050n | 20 | ทำงาน | จบเวิร์คช็อป |
| 5 | CAK | 5085di | 10 | ทำงาน | จบเวิร์คช็อป |
| 6 | เครื่องกลึงซีเอ็นซี Steyr | CK7520ACK50 | 8 6 | ทำงาน | จบเวิร์คช็อป |
| 7 | เครื่องกัดและเจาะ | XZ8210C | 2 | ทำงาน | จบเวิร์คช็อป |
| 8 | เครื่องกัดและเจาะ CNC | TY-ZT5060 | 6 | ทำงาน | จบเวิร์คช็อป |
| 9 | เครื่องกัด OD | MB32BX500 | 2 | ทำงาน | จบเวิร์คช็อป |
| 10 | อาคอมเพรสเซอร์แอร์ | HLGD-75 | 1 | ทำงาน | จบเวิร์คช็อป |
| 11 | เครื่องเจาะแนวตั้ง | Z5140A | 6 | ทำงาน | จบเวิร์คช็อป |
| 12 | เครื่องต๊าปเกลียว CNC | SKXFGS.PS | 5 | ทำงาน | จบเวิร์คช็อป |
| 13 | เครื่องกัดซีเอ็นซี | YK3180CNC3 | 6 | ทำงาน | จบเวิร์คช็อป |
| 14 | เครื่องมาร์คกิ้ง | HZP-90*160Dเป็นต้น | 6 | ทำงาน | จบเวิร์คช็อป |
| 15 | เตาแก๊สธรรมชาติ | WLS-DZ-001เป็นต้น | 2 | ทำงาน | การประชุมเชิงปฏิบัติการการตีขึ้นรูป |
| 16 | ค้อนลม | C41-2000เป็นต้น | 15 | ทำงาน | การประชุมเชิงปฏิบัติการการตีขึ้นรูป |
| 17 | กด | J53-2500Cเป็นต้น | 18 | ทำงาน | การประชุมเชิงปฏิบัติการการตีขึ้นรูป |
| 18 | เครื่องรีดแหวน | D51-450Aเป็นต้น | 8 | ทำงาน | การประชุมเชิงปฏิบัติการการตีขึ้นรูป |
| 19 | เตาไฟฟ้า | KGPS-600KWเป็นต้น | 10 | ทำงาน | การประชุมเชิงปฏิบัติการการตีขึ้นรูป |
| 20 | คอมเพรสเซอร์ | 175A-20.5เป็นต้น | 3 | ทำงาน | การประชุมเชิงปฏิบัติการการตีขึ้นรูป |
| 21 | เครื่องเลื่อย CNC | GZ4232 | 16 | ทำงาน | เวิร์คช็อปวัตถุดิบ |
| 22 | เตาปรับสภาพอัตโนมัติ | HRDW-600KW | 8 | ทำงาน | การประชุมเชิงปฏิบัติการการรักษาความร้อน |
| 23 | เตาปรับสภาพก๊าซที่ถูกระงับ | WD-0138 | 2 | ทำงาน | การประชุมเชิงปฏิบัติการการรักษาความร้อน |
| 24 | เครื่องยิงระเบิด | Q3210,Q69เป็นต้น | 4 | ทำงาน | จบเวิร์คช็อป |